

Sidewinder
Hose Sleeve for Spray Foam Rig
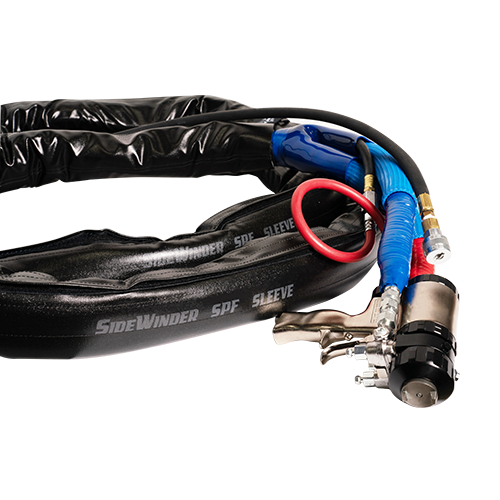
Spray Foam Protective Sleeve
Spray hoses take a beating when pulled around job sites. Sidewinder remains the “go-to” solution in applications requiring protection from moisture and heavy abrasion. But operators struggle to maneuver the tangled, bulky, and cumbersome lines along with their fresh air hose. What if they could work together?
We developed the Sidewinder SPF Sleeve with an external pocket to bundle your fresh air hose.




Spray Foam Hose Insulation
Optimal Solution
Benefits of spray foam sleeves:
![]() Low profile – easy to drag.
Low profile – easy to drag.
![]() Military-grade hook and loop closure reduces installation and/or service time by up to 70 percent.
Military-grade hook and loop closure reduces installation and/or service time by up to 70 percent.
![]() Configured to fit coupler guards and whip hose sections.
Configured to fit coupler guards and whip hose sections.
![]() Up t0 60 percent energy savings.
Up t0 60 percent energy savings.
DON'T LEAVE FREEZING UP TO CHANCE!
Contact us today to find your perfect cold weather solution.
